产品列表
PRODUCTS LIST



PRODUCTS LIST
CONTACT US
无锡市铁城机械厂
手机:135 0617 8852 (杜先生)
电话:0510-8375 0615
地址:无锡市惠山区畅惠路12号
发布时间:2024-07-29 人气:1352
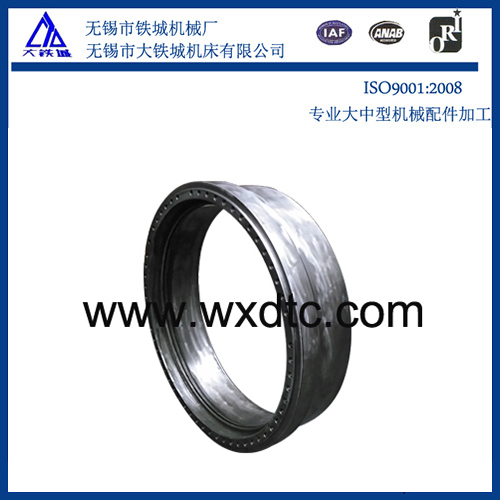
1、工装设计制造 大法兰由2块夹紧基板、2块法兰基板、2块立板和4块加强筋板组装焊接而成,相互成900。为保证工装的刚度,相连板块焊缝应开坡口焊透,焊角高20—30mm。在凸缘承接板上开相应的螺栓孔,保证凸缘能够与凸缘承接板用螺栓正确连接,在小凸缘背面和承接板之间留有装入小型手动千斤顶的间隙,在凸缘承接板上沿立板开切口,将弯头装入工装,用厚钢板大致槽 2、工装性能要求 大型法兰的两个法兰面相互垂直,立式车床的工作台水平旋转,因此该工装的主要功能是利用大端法兰的螺栓孔连接工装和法兰。当工装夹紧在工作台上时,待加工法兰的平面应与立式车床的工作台同心并平行。为了减少工具数量,工具应能够改变夹紧位置,以确保弯头两端的法兰可以在一个工具上加工。同时,该工装必须具有足够的刚性。
否则会严重影响法兰密封槽的加工质量,因此在满足使用状况时,应尽量降低工装的高度,提高刚性,使操作更方便。该工装和大型法兰固定后的转弯半径不得超过立车的工作半径。
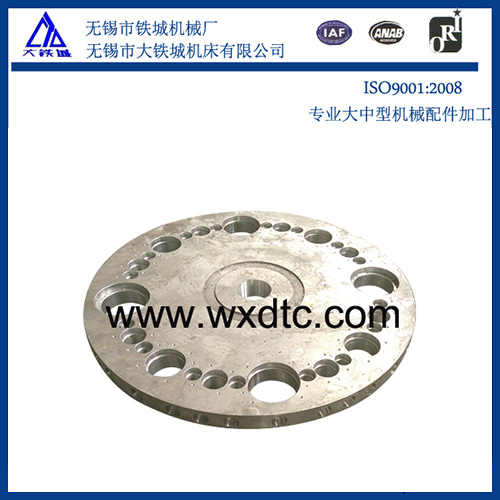
另外,安装夹具的调整容易,车刀切削容易。 3、工装刚度校验 开槽悬臂梁在切割过程中弯曲扭曲,应检查其挠度和转角。通过以上验证,最大挠度7.27×lO-7m和最大转角8.969×10-5是非常小的变形,如在相关部位增加肋等,刚性远远超过计算值,刚性能够完全满足切削力的要求,该工装与弯头凸缘组合的最大转径为2.42
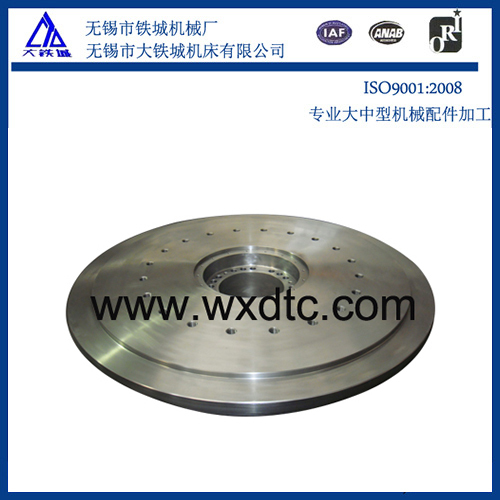
m <3. 50 4、车削加工 加工大法兰时,将底板向下调整并夹紧在立式车床工作台上,手动安装弯头法兰,用螺栓将大端法兰与支撑板固定,确保切割前法兰加工面与立式车床工作台上同心平行。加工小端法兰时,工装底板朝下,夹在立车工作台之间,用6个手动小型千斤顶压住小端法兰背面和小底板之间,用螺栓固定小端法兰和小底板,切削小底板,切削正装夹具时,要保证大小法兰的垂直度。 5.本发明结构简单合理,制造方便,刚性好,加工时便于对齐和调整,完全满足立式车床上大型弯头法兰的要求。加工的所有三组弯头法兰均合格。未来,将为用立式车床加工类似零件开辟一条新的途径,而不用端面加工机床。
版权所有 CopyRight © 2023 无锡市铁城机械厂 备案号:苏ICP备05036528号-9
135 0617 8852